鑫景福致力于滿足“快速服務(wù),零缺陷,輔助研發(fā)”PCBA訂購(gòu)單需求。



工程技術(shù)應(yīng)用
PCB行業(yè)的快速發(fā)展和對(duì)PCB(印刷電路板)制造業(yè)的需求不斷增加,包括電路板層數(shù)不斷增加、走線密度更高和內(nèi)層更薄,所有這些都導(dǎo)致層壓和層壓技術(shù)的重要性日益增加。
為了防止層疊過(guò)程中出現(xiàn)錯(cuò)位等質(zhì)量問(wèn)題,在多層工藝中通常需要在層疊前進(jìn)行熔合。 與傳統(tǒng)的融合技術(shù)相比,現(xiàn)代融合技術(shù)具有效率高、操作簡(jiǎn)便、成本低等優(yōu)點(diǎn),使得多層PCB的制作變得輕而易舉。 本文從熔接PCB制造的基本技術(shù)出發(fā),探討影響熔接效果的參數(shù)因素和熔接技術(shù)的應(yīng)用水平,為獲得最佳熔接參數(shù)提供可靠參考。
原理融合技術(shù)
鉚釘技術(shù)作為一種傳統(tǒng)工藝,在PCB制造中得到了廣泛的應(yīng)用。 但是,鉚釘技術(shù)也存在鉚釘成本高、PCB變形造成錯(cuò)位、容易損壞模板、PCB上出現(xiàn)鉚釘形狀壓痕等缺點(diǎn),PCB成本高。 因此,融合技術(shù)一直被不斷地用于替代鉚釘技術(shù)。
PCB鉚釘技術(shù)介紹
根據(jù)環(huán)氧樹(shù)脂預(yù)浸料的熔融特性,熔融技術(shù)可以使預(yù)浸料在一定溫度下熔融,從而將B相環(huán)氧樹(shù)脂轉(zhuǎn)化為C相環(huán)氧樹(shù)脂,內(nèi)層通過(guò)粘合劑連接。 融合是層壓過(guò)程中最重要的工序之一,其性能直接決定了層壓性能。 集成技術(shù)的關(guān)鍵要素包括:
? 定位系統(tǒng)精度
定位系統(tǒng)的類型直接關(guān)系到對(duì)位精度,進(jìn)而影響合格率百分比。 一個(gè)優(yōu)秀的定位系統(tǒng)應(yīng)該是穩(wěn)定、可靠和可重復(fù)的。
? 融合點(diǎn)設(shè)計(jì)
融合點(diǎn)是一個(gè)基本問(wèn)題,因?yàn)槿诤霞夹g(shù)涉及許多形狀,例如方形、圓形和橢圓形。 熔合點(diǎn)面積要一致,因?yàn)槊娣e太小的熔合點(diǎn)容易導(dǎo)致熔焊不牢,而面積太大的熔合點(diǎn)容易導(dǎo)致圖像穿透,容易導(dǎo)致白點(diǎn)、內(nèi)層之間的連接松動(dòng)
?設(shè)備平整度
設(shè)備的平整度會(huì)影響PCB在熔合過(guò)程中的角度,熔合過(guò)程中的力分布和時(shí)間平衡。 不均勻性會(huì)導(dǎo)致電路板變形,進(jìn)而導(dǎo)致層間錯(cuò)位。
? 溫度和時(shí)間控制
熔合技術(shù)在實(shí)施過(guò)程中,要小心控制溫度和時(shí)間,避免燒焦、白點(diǎn)、脫焊和老化。 此外,PCB的疊層對(duì)熔合效果也起著重要的決定作用。
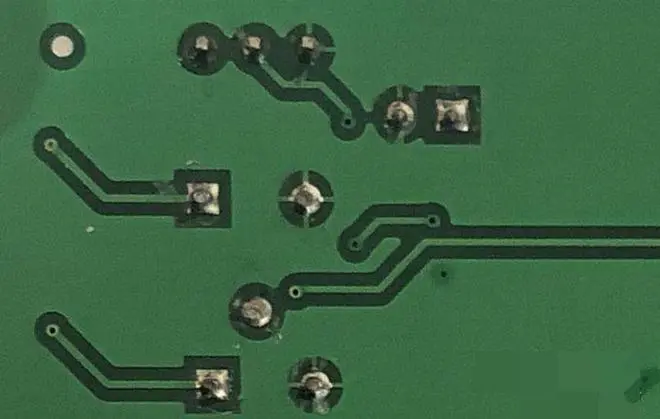
PCB熔焊接頭
下表總結(jié)了不同的熔合和熔合效果,適用于不同類型的熔焊接頭。
根據(jù)上表,由于矩形熔焊接頭的面積是圓形熔焊接頭的兩倍,因此矩形熔焊接頭產(chǎn)生的附著力明顯大于圓形熔焊接頭產(chǎn)生的附著力。 然而,矩形熔焊接頭產(chǎn)生的樹(shù)脂流動(dòng)遠(yuǎn)大于圓形熔焊接頭產(chǎn)生的樹(shù)脂流動(dòng)。 當(dāng)樹(shù)脂流量過(guò)大時(shí),一些板邊可能會(huì)高于板,這可能會(huì)導(dǎo)致板邊產(chǎn)生虛壓。 對(duì)于小尺寸PCB產(chǎn)品,由于可設(shè)計(jì)的熔點(diǎn)有限,圓形熔焊點(diǎn)面積小,熔合效果不足。 因此,應(yīng)選擇矩形熔焊接頭,并仔細(xì)設(shè)計(jì)熔接位置。 由于板向內(nèi)移動(dòng),可以消除樹(shù)脂溢出的缺陷。
? 熔點(diǎn)溫度
當(dāng)熔融溫度達(dá)到300℃時(shí),熔融膨脹面積大,嚴(yán)重影響聚合效果。 當(dāng)熔化溫度達(dá)到270℃時(shí),熔脹區(qū)域不均勻,產(chǎn)生裂紋的風(fēng)險(xiǎn)高,產(chǎn)生熔合效應(yīng)。 當(dāng)熔化溫度達(dá)到285℃時(shí),熔化膨脹均勻,無(wú)裂紋風(fēng)險(xiǎn),熔化效果最佳。 因此可以得出結(jié)論,在熔化時(shí)間和堆疊相同的情況下,285℃是多層PCB制造的最佳熔化溫度。
? 熔化時(shí)間
在等效熔化溫度和層壓條件下,不同的融合時(shí)間會(huì)影響融合延伸區(qū)域和融合效果。 熔化時(shí)間為12秒時(shí),熔擴(kuò)區(qū)域不均勻,存在裂紋風(fēng)險(xiǎn),熔接效果差。 融合時(shí)間為18秒時(shí),融合擴(kuò)展區(qū)域大,融合效果差。 融合時(shí)間為15秒時(shí),融合膨脹均勻,無(wú)裂紋風(fēng)險(xiǎn),融合效果最佳。 因此,在同等熔化溫度和同等疊層條件下,15秒是多層PCB制造的最佳熔合時(shí)間。 融合時(shí)間過(guò)長(zhǎng)或過(guò)短都會(huì)帶來(lái)不好的融合效果。
? PCB 堆疊
等效融合溫度和融合時(shí)間,不同層數(shù)決定融合區(qū)域和融合效果。 在同等熔化時(shí)間和溫度下,使用預(yù)浸料2116時(shí),熔脹區(qū)無(wú)裂紋,熔合效果最佳。 在同等熔化時(shí)間和溫度下,應(yīng)用預(yù)浸料7628時(shí),熔脹區(qū)甚至出現(xiàn)裂紋。 這說(shuō)明在相同的熔化時(shí)間和溫度下,預(yù)浸料越薄,熔接效果越好。 因此,可以得出結(jié)論,2116半固化片或更低層數(shù)的層數(shù)適用于多層PCB制造過(guò)程中熔化技術(shù)的實(shí)現(xiàn)。
根據(jù)本文的討論,影響熔合效果的因素有很多:熔焊接頭的形狀、熔化溫度、熔合時(shí)間和層壓。 矩形熔焊接頭熔接效果優(yōu)于圓形熔焊接頭。 等效層疊加熔合時(shí),熔合溫度越高,熔合膨脹面積越大。 如果熔化溫度過(guò)低,熔脹區(qū)域會(huì)不均勻,有產(chǎn)生裂紋的風(fēng)險(xiǎn)。 融合時(shí)間越長(zhǎng),融合擴(kuò)展區(qū)域越大。 當(dāng)融合時(shí)間超過(guò)15秒時(shí),融合膨脹區(qū)域會(huì)擴(kuò)大,從而產(chǎn)生不良的融合效果。 半固化片結(jié)構(gòu)越薄,熔體膨脹越均勻。 因此,2116或更低的預(yù)浸料最適合熔接。
了解如何確保最好的電子 PCB 組裝
10-28,2022

抖音二維碼

Q Q二維碼

微信二維碼
點(diǎn)擊
然后
聯(lián)系
然后
聯(lián)系
電話熱線
13410863085Q Q

微信

- 郵箱